






Beautiful Render or Production-Ready Model? Why 3D Modeling for Jewelry is More Than Just Design
Every jeweler or brand owner has faced this issue at least once: on a smartphone screen or in a freelance marketplace portfolio, the 3D model looks flawless. The detailing is stunning, the render lighting is perfect, and the client is thrilled. But the moment you send the file to a 3D printer or a casting house, the nightmare begins. The mesh breaks, the metal doesn’t flow, the stones won't fit into their seats, and the prongs snap during post-processing.
In the jewelry industry, the line between a "beautiful picture" and a technologically correct 3D model is measured in hundreds of a millimeter.
Let’s break down the key technical nuances that separate amateur asset design from a professional 3D model that is fully ready for production.
Clean Mesh Anatomy: Watertight Solids and Topology
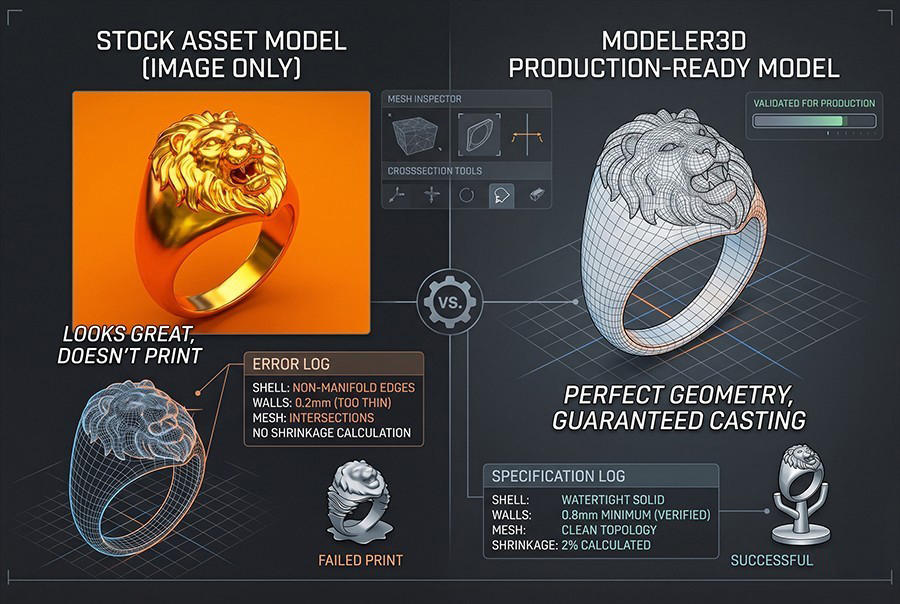
The first hurdle where non-professional modelers fail is geometry cleanliness (topology). For a marketing render, it doesn't matter what happens inside the ring. For a 3D printer and the casting process, it is critical.
- Watertight Solid Body: A production model must be completely sealed. It cannot contain naked edges, holes in the mesh, or inverted normals. If the mesh is non-manifold, slicing software for 3D printing simply won't understand where the outer shell ends and the internal volume begins.
- Self-Intersections: A professional model undergoes a flawless Boolean union operation. All elements—settings, shanks, and decorative accents—are merged into a single closed volume. There are no blind overlapping surfaces that create chaos during resin or wax growth.
Wall Thickness and Metal Shrinkage Calculation
Metal doesn’t behave like pixels on a screen. As it transitions from a liquid state to a solid, it contracts.
- Minimum Thicknesses: An experienced 3D modeler knows that the minimum wall thickness for silver or gold in jewelry casting is typically 0.6–0.8 mm (and down to 0.5 mm only for minor accents in specific setups). Attempting to make a wall 0.3 mm thin just to look "elegant" on a render will lead to an incomplete fill (short pour) in the foundry, sending the piece straight to the scrap bin.
- Shrinkage Factor: The digital file must always be modeled with technological shrinkage in mind (usually ranging from 1% to 3% depending on whether it's direct casting from polymer or via a rubber mold matrix). A professional factors this step in from the initial draft so that the final physical piece accurately matches the requested ring size.
Engineering Stone Seats (Settings and Prongs)
Stone setting is one of the most labor-intensive stages in jewelry manufacturing. A poorly designed 3D model can easily turn a setter's job into a living hell.
- Prong Height and Thickness: Prongs must have a sufficient tolerance in both height and thickness. This ensures the bench jeweler can securely seat and push the metal over the stone, then polish it without grinding the prong away completely.
- Pav? and Azured Cutting: Seats for pave or flush settings are modeled strictly according to the proportions and pavilion angles of real stones. If you create these gemstone sockets "by eye," the stones will either drop too deep or sit crooked, destroying the overall alignment.
Digital Sculpting Specifics: Relief Depth for Polishing
When creating complex organic or ornamental models—such as a high-relief wolf head or intricate dragon scales—it is vital to design for the final finish.
- Exaggerated Detailing: Shifting from raw casting to a mirror finish involves losing a microscopic layer of metal. If the fur texture or fine lines are sculpted too delicately, the polishing wheel will simply wipe the relief away.
- Tool Access: A professional modeler designs the geometry so that the polisher can physically reach internal corners and recesses with their buffs and brushes without ruining adjacent design elements.
How We Work at Modeler3D
We don't just sell .STL or .OBJ files. We deliver high-precision digital masters that seamlessly transition through every phase of manufacturing:
- Error-Free Validation: Every model passes strict software diagnostics to eliminate mesh errors, non-manifold geometry, and micro-holes.
- Spec Compliance: We tightly adhere to your casting house specifications, taking your exact thickness, shrinkage, and casting method requirements into account.
- Print-Ready Optimization: Our files are fully optimized for modern 3D printers, whether you use SLA/DLP resins or high-precision wax machines like Solidscape.
The Result: You receive a model that assembles perfectly, casts predictably, and is easy for the bench jeweler to finish. This saves your time, your metal, and your nerves.